Toolsets to Improve Capacity Planning and Demand Forecasting

Toolsets to Improve Capacity Planning and Demand Forecasting
作者 : Pete Hock
Even as the last echoes of Covid-driven Supply Chain upheavals have faded away, manufacturers continue to suffer unexpected swings in demand. These swings result in boom-or-bust production schedules, excess labor costs, missed deliveries and rising inventory levels. This article will help manufacturers strengthen their processes around Supply Chain capacity and demand planning. To do so, we will view the issue along 2 dimensions:
- Demand Forecasting
- Capacity Scheduling
We will explore proven tools and processes that help manufacturers improve performance in each of those dimensions.
Toolsets to Improve Demand Forecasting
The improvement processes in this space are simple and effective if they are applied with diligence and persistence. They apply in 2 areas:
measuring, tracking, and improving demand forecasting accuracy
collaborative forecasting
Measuring, Tracking and Improving the Accuracy of Your Demand Forecast
Accurate demand forecasts sharply reduce the number of unpleasant surprises a supply chain planning team must manage – schedule break-ins, expedited shipments, late penalties, etc. Here is a simple diagram of the improvement cycle:

Forecast accuracy measurements focus on the gap between the shipping units forecasted versus what was actually shipped. Gaps are measured in terms of error and bias. Error metrics quantify the difference in units (or % difference) and bias metrics evaluate whether the forecast error tends to be on the high side or the low side. Some organizations ignore bias and track the absolute value of the error. In practice, organizations select and prioritize 2 or 3 of the various metrics that provide the best focus to their forecast accuracy. The metrics should be tracked and trended weekly.
Prioritization involves identifying the customer accounts or SKU forecasts that have the largest gaps or cause the greatest upsets. Gaps are categorized as one or a combination of these circumstances:
- the product wasn’t ready to ship
- the customer ordered shipment units that were different than the forecast
- the shipment timing shifted from 1 week to another
Priority gaps in categories B & C are communicated to the individual (sales, customer service, demand planning) who is responsible for the forecast. That person holds follow-up conversations to identify the root cause for the gap and determine the solution. Some organizations use a standard set of reason codes to help identify common or recurring problems.
Gap closure activities may include revising future forecasts, and or improving communication with customer counterparts.
Ultimately, forecast accuracy improvement works through the Hawthorne effect where desired results are achieved by paying persistent attention using standard measures and reliable data to hold individual team members accountable for actions to improve.
Some organizations pay incentives for higher forecast accuracy. However, that is not advisable in organizations who are just beginning to implement this process.
Collaborative Forecasting
Customers and distributors also manage their business using forecasts. In a mature commercial relationship where a spirit of open communication and trust has developed, the forecasting process can transition to a collaborative process. This usually involves execution of a Non-Disclosure Agreement.
Capacity Planning Toolset: Deploying a Lean Replenishment Strategy
Processes that help manufacturers become more effective at capacity planning in the short and medium-term, where the pressing questions are identifying which SKUs should we produce and in what quantities? A lean replenishment strategy is a data-based process to help smooth out the scheduling peaks and valleys that spring from forecast inaccuracy. Implementing a lean replenishment strategy involves a 4-step process.
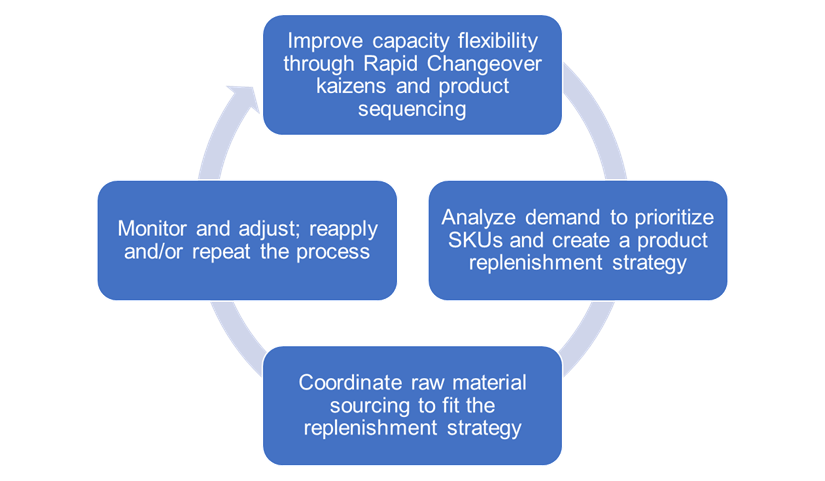
Improve Capacity Flexibility through Rapid Changeover Kaizens and Product Sequencing
Changing production runs from one SKU to another can be a costly time-intensive process. Changeover task sets include mechanical adjustments or reconfiguration of the production line, as well as work related to line clearance (removing all materials not required for the new SKU) and line preparation (cleaning/sanitizing the line and putting into place all materials needed to run the new SKU.) In many industries, line clearance and preparation are critical quality assurance steps. For example, pharmaceuticals, food and beverage manufacturers must ensure that there is no contamination or mixing of chemicals or allergens from one SKU to the next.
Managers often limit changeover losses by increasing the length of production runs. This enables higher daily throughput and reduces daily line changeover downtime. However, this tactic is very seldom effective. Overly long production runs tie up cash in unneeded inventory and running too much of one SKU results in delaying production of other SKUs that are also in demand. Demand pressure builds until schedule break-ins become a necessity. Every break-in adds cost and headaches and often have a snowball effect.
Rapid Changeover (RC), also known as Single Minute Exchange of Die (SMED), is a proven kaizen process to reorganize tasks, modify equipment and apply NASCAR pit crew-style organization and timing. RC kaizens typically deliver 30%+ reduction in changeover time and provide significant human capital benefit. Operators and technicians gain confidence and a sense of empowerment by participating in the kaizen, putting their ideas into practice, and learning to work smarter, not harder. RC kaizens enable managers to improve schedule flexibility by reinvesting RC time savings into additional changeovers over the course of the week.
Optimize Product Sequencing
Consider a food snack production line that makes pudding cup 6-packs on a form-fill-seal line. Sequencing pudding flavors from vanilla to butterscotch to chocolate involves very little changeover effort. The cup stock and lid stock are the same for all flavors. As the new pudding flavor is piped in behind the old, there is a small amount of transition product, but there is no stoppage on the line. On the other hand, after the chocolate run, the equipment must be flushed to eliminate residual chocolate flavor and coloration. Each production line will have a handful of guidelines for the best options for sequencing from SKU to SKU. In single-plant operations, sequencing rules are usually well understood by all. However, in multi-plant enterprises with centralized capacity and resource planning, clarifying sequencing options is a valuable exercise.
Analyze Demand to Prioritize SKUs and Create a Product Replenishment Strategy
This work involves the following process steps:
- Prioritize SKUs
- Establish targets for production intervals and customer service levels
- Develop analysis and alternative scenarios
- Model new schedule & inventory levels
- Transition to new replenishment strategy

Prioritize SKUs
The fundamental goal of a lean product replenishment strategy is to have the right products on hand, in the right quantities to meet customer demand. It involves setting targets for priority SKU run frequency, run quantity and inventory holding levels. As a starting point, SKUs are prioritized using the Pareto 80-20 principle. Diagram 1 provides an example. Here, 80% of demand is generated by a small group of high-volume SKUs. Another 10% is generated by a dozen SKUs with the next-highest volume. Each of the remaining SKUs are low in volume and contribute little to overall sales.

Diagram 1: Pareto Analysis of SKU Demand
Before developing a replenishment strategy, basic guidelines must be set for production interval time (how many days between runs for the SKU) and customer service level. For intervals, a good rule of thumb is to run A SKUs weekly, B SKUs bi-weekly, and C SKUs only when a customer places an order. Customer service level is a choice of how much variation should be covered with regard to timing and quantity of customer orders. A good starting point is +/- 2 standard deviations, which will provide coverage for 95% of normal variation in customer order quantities and timing.
Develop Analysis and Alternative Scenarios for the Lean Replenishment Strategy
Analyzing options for a lean replenishment strategy involves collecting and crunching data on customer demand, production rate, raw material lead time and delivery time. The spreadsheets can be large, but the calculations are not difficult. Spreadsheets can be replicated to evaluate different scenarios. Alternative scenarios may be called for on lines where in-season and off-season demand deserve detailed attention.
Diagram 2 below depicts how a lean replenishment strategy works.
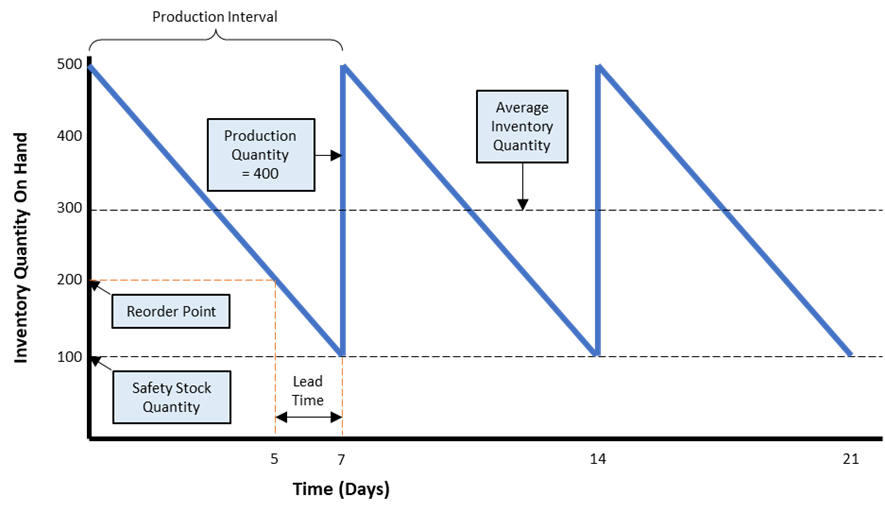
2: Lean Replenishment Strategy
The blue sawtooth line depicts the inventory quantity on hand. Production orders build inventory. Then customer shipments draw it down until the next order is produced.
“Lead Time” includes the average time required to receive raw materials, plus the time needed to deliver orders to customers. In this example, when the inventory quantity on hand dips to 200, raw materials are ordered, and a new production order is placed into the schedule.
Inventory quantities on hand include “safety stock,” which provides coverage for swings in customer demand, but also variation in raw material and delivery lead times. Higher customer service levels require higher levels of safety stock. SKUs with less variation in demand can be carried with lower levels of safety stock.
Model the New Schedule and Inventory Levels
Before finalizing the lean replenishment strategy, diligent managers will develop computer models of what the future inventory quantities will be and what the production schedule will look like. These models are compared to the current state to quantify the expected benefits of the various scenarios. Inventory projections are direct outputs of the analysis described above. Modeling the schedule is a bit more complex, but it is often done using the organization’s current scheduling tool. These models need to be tested for how well they will allow insertion of “C” SKU make-to-order runs each week.
Align and Transition to the Lean Replenishment Strategy
Alignment to the final replenishment strategy proposal cannot be gained through a “big reveal” at the end of this process. Dialogue and alignment must be woven into each of the previous activities. At key points throughout the process, effective managers will engage key stakeholders and functional experts to share ideas and capture input. These stakeholders include customer service, scheduling, procurement, logistics, production management and front-line leaders.
Once key stakeholders are aligned on the final strategy proposal, transition planning involves developing an implementation time schedule, developing a communication plan to ensure understanding and alignment across the broader organization, and a developing a plan to monitor the transition. After that, it’s a matter of execution, monitoring and course-correction where needed. Please note, implementation plans can be rolled out by SKU category, customer, etc. Starting small and building out allows for micro-learning and fine-tuning.
Coordinate Material Sourcing, Storage and Delivery
Establishing a lean product replenishment strategy offers the opportunity to evaluate and re-tune raw material order quantities for better fit. This work reapplies the same process steps described above to determine how raw materials should be ordered and stored. The new production schedule model provides the forward-looking data for raw material demand timing and variation.
Regarding storage and material movement, lean tools such as Kanban systems, lanes and supermarkets with visual indicators provide simple and effective means to manage inventory.
Monitor & Adjust, Repeat and/or Reapply
Since the lean replenishment strategy is based on past order patterns, managers must stay alert and seek to detect if demand patterns are changing. A simple visual scorecard can be used as the focus of a brief weekly review and response dialogue. The scorecard and dialogue ensure ongoing communication and alignment between customer service, scheduling, and production. When unusual demand spikes occur, teams can respond effectively and contain any spillover, thereby avoiding new rounds of schedule break-ins and headaches.
Rapid changeover should not be considered a once-and-done activity. Repeat RC kaizens on the same line have been shown to drive further learning and improvement. Similar to rebalancing your 401K portfolio, SKU priority and lean replenishment analysis should be reviewed at quarterly intervals in order to course-adjust for new SKUs and changing demand patterns.
Finally, RC and lean replenishment processes can be reapplied on other production lines or in vertically integrated operations on upstream or downstream lines.
Improve Your Demand Forecasting with Performance Solutions by Milliken
Toolsets to improve demand forecasting and production capacity planning will deliver improved customer service, fewer production upsets, increased production flexibility and lower costs. Practitioners at Performance Solutions by Milliken aid manufacturers in multiple industries around the world to deliver improved business results through successful implementations. The key to success is to tailor simple robust processes to fit the client’s business, and to engage employees at every level to learn, sustain and reapply these processes. Please contact a Performance Solutions by Milliken Practitioner today.